生产管理机械化岗位
徐丽明 牛丛 马帅 闫成功 赵诗建 谭好超 刘星星
1 防寒布自动调偏原理
在我国北方露地种植的葡萄,冬季用防寒布覆盖在葡萄藤上,进行越冬,春季再将防寒布卷起。在防寒布自动调偏包括防寒布偏斜状态检测与防寒布纠偏两个方面。
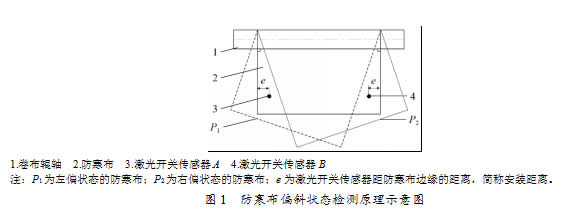
防寒布偏斜状态检测方法主要基于激光开关传感器和防寒布在不同偏斜状态下的位置特征。防寒布偏斜状态检测原理如图1所示,根据防寒布卷收发生偏斜时的位置变化,将两个激光开关传感器A、B分别设置在平整卷收的防寒布上方左右两端。假定激光开关传感器在其有效检测距离范围内发射的激光束被遮挡时表示能够检测到防寒布,以0表示,反之则以1表示。当防寒布平整卷收时,激光开关传感器A和B均能检测到防寒布,二者反馈值均为0;当防寒布发生左偏时,激光开关传感器A能检测到防寒布,反馈值为0,而激光开关传感器B不能检测到防寒布,反馈值为1;当防寒布发生右偏时,激光开关传感器B能检测到防寒布,反馈值为0,而激光开关传感器A不能检测到防寒布,反馈值为1。激光开关传感器A和B的反馈值共同反映了防寒布的卷收状态,基于此原理可实现防寒布偏斜状态的检测。
基于前期研究可知防寒布倾斜卷收时若要实现理想状态(无防寒布受力不均等外界不良因素的干扰)下的平整卷收,需满足两个条件:一是防寒布卷收方向与卷布辊轴垂直,二是布辊外周线速度与机具前进速度相等,即满足公式(1),式中v为机具前进速度,R为防寒布卷收形成的布辊的半径,n为卷布辊轴转速。公式(1)等号左端为机具前进速度,右端表示布辊外周线速度,由此公式可计算防寒布保持平整卷收时卷布辊轴的目标转速,如公式(2)所示,此时条件二等同于卷布辊轴实时转速与目标转速相等。
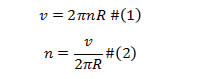
如图2所示,防寒布卷收时,AC始终为定值,当防寒布平整卷收时,BC与θ是固定的。当卷布辊轴目标转速大于实时转速时,防寒布右偏,θ减小,BC增大;当卷布辊轴实时转速大于目标转速时,防寒布左偏,θ增大,BC减小。因此,改变卷布辊轴实时转速与目标转速的相对关系,即改变布辊外周线速度与机具前进速度的相对关系,既可以防止防寒布偏斜以实现防寒布平整卷收,也可以使防寒布向某一方向主动发生偏斜。本研究的前提是防寒布在受力不均等外因作用下防寒布卷收发生偏斜,破坏了防寒布平整卷收的条件一,继续卷收则会影响防寒布的卷收质量,因此基于上述原理,通过调节卷布辊轴转速,主动改变卷布辊轴实时转速与目标转速的相对关系,使防寒布恢复平整状态以实现纠偏。
2 防寒布自动调偏控制系统设计
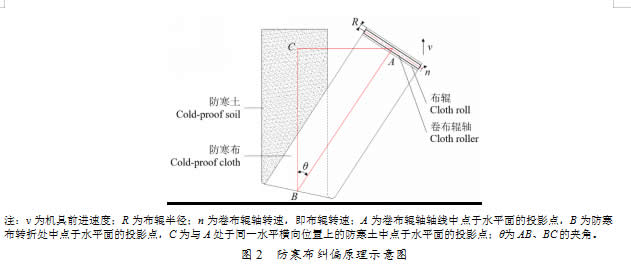
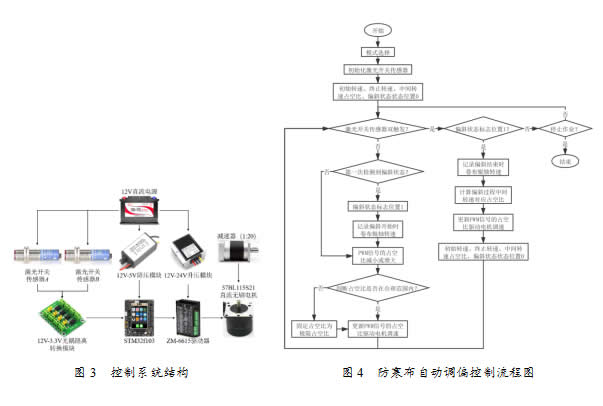
控制系统结构如图3所示,硬件组成包括控制器、检测模块、执行模块、电源模块。依据防寒布自动调偏原理对控制系统软件进行设计,以机组位于防寒布右侧卷收防寒布的作业模式为例,控制流程图如图4所示。防寒布自动调偏控制系统工作过程为:根据机组位于防寒布左侧或右侧的作业模式区别通过按键进行模式选择,默认机组位于防寒布右侧卷收防寒布。防寒布偏斜状态检测机构利用激光开关传感器A、B实时检测防寒布的位置变化,并将输出的开关量信号通过两个引脚分别输入到STM32f103单片机,单片机实时扫描两个引脚的输入电平并进行判断,获得防寒布的实时卷收状态。单片机根据防寒布的偏斜方向依次等量更改驱动直流电机的PWM信号的占空比,调节卷布辊轴转速进行纠偏,当检测到防寒布从偏斜变为平整状态,则驱动直流电机以调偏过程的中间转速进行运转,直到系统再次检测到防寒布发生偏斜,则循环上述过程进行自动调偏。
3 防寒布自动调偏性能试验
3.1 试验方法
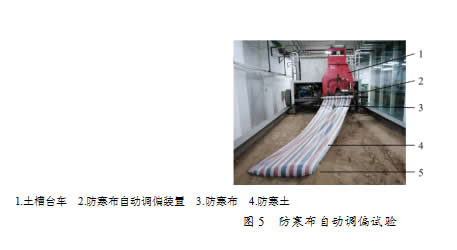
为了验证本文提出的防寒布自动调偏方法的可行性,于土槽试验台进行试验,以对系统调偏性能影响较大的激光开关传感器的安装距离为试验因素,以调偏次数和单次调偏时间为评价指标,进行单因素试验,安装距离在10~50 mm之间等距取5个水平,每个水平重复试验3次,共进行15次试验,如图5所示。
3.2 试验结果与分析
3.2.1 防寒布自动调偏成功率
试验中共出现防寒布左偏、右偏、左右两端均能被检测到的平整状态以及左右两端均未能被检测到的状态4种情况,系统对前3种防寒布状态的检测成功率为100%,且能做出正确的纠偏响应;系统对第4种情况系统不能做出正确的状态判断和纠偏响应。针对第4种情况,将防寒布平整状态判断条件修改为激光开关传感器双触发或双未触发,系统将第4种情况判定为平整状态,卷布辊轴保持恒定转速转动,能有效改善上述情况。
3.2.2 激光开关传感器的安装距离对系统调偏性能的影响
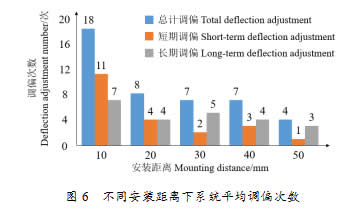
激光开关传感器在不同安装距离下系统均能根据防寒布的偏斜状态变化进行正确的调偏响应,但调偏次数和单次调偏时间有差异。随安装距离增大,系统调偏次数有减小趋势,单次调偏时间有长有短,变化趋势不明显。为了便于分析,根据单次调偏时间的统计特征区分短期调偏和长期调偏,规定单次调偏时间不大于0.5 s为短期调偏,反之为长期调偏。不同安装距离下系统平均调偏次数如图6所示,考虑防寒布的卷收质量,总计调偏次数和长期调偏次数不能过多,安装距离应该在20~50 mm之间选择。
不同安装距离下系统平均单次调偏时间如表1所示,按照系统调偏响应快速的要求,安装距离20~40 mm明显优于50 mm,故安装距离应该在20~40 mm之间选择。安装距离20~40 mm在总计调偏次数方面差异不大的情况下,优先参考调偏时间,安装距离20 mm与40 mm相比,无论长期调偏时间还是短期调偏时间均占优,故排除安装距离40 mm;安装距离20 mm与30 mm相比,长期调偏时间差异不大,短期调偏时间对调偏性能影响相对较小,从长期调偏次数和短期调偏次数在总计调偏次数中的占比来看,安装距离20 mm的占比分布更加合理,且长期调偏次数占比要小于安装距离30 mm,系统调偏响应更加快速。综上,激光开关传感器的最优安装距离选择20 mm。

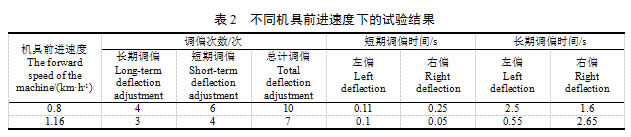
其他条件不变,将激光开关传感器的安装距离固定为20 mm,土槽台车分别以0.8 km/h和1.16 km/h进行防寒布自动调偏试验,结果如表2所示。结果表明:安装距离20 mm在其他机具前进速度条件下,系统调偏响应速度较快,单次调偏时间短,调偏次数适当,仍具有较好的调偏性能。
以上试验结果表明本研究提出的防寒布自动调偏方法具有较好的可行性,设计的控制系统调偏响应速度快,能够达到较好的调偏效果。
4 结论
1)以葡萄防寒布倾斜卷收作业中发生偏斜的防寒布为研究对象,提出一种防寒布自动调偏方法,基于防寒布在偏斜状态下的位置特征和激光开关原理实现防寒布偏斜状态检测:实时检测两个激光开关传感器发射的激光束是否被防寒布左、右两端遮挡,根据两个激光开关传感器的顺序反馈值判断防寒布是否发生偏斜以及具体偏斜状态;反向利用防寒布平整卷收原理实现防寒布自动纠偏:根据防寒布的偏斜状态,调整卷布辊轴转速以改变卷布辊轴实时转速与目标转速的相对关系,使防寒布恢复平整状态。
2)依据上述方法设计了葡萄防寒布自动调偏控制系统,该系统通过两个激光开关传感器实时检测、判断防寒布的偏斜状态,并根据检测结果调节直流电机转速以改变卷布辊轴实时转速相对于目标转速的超前或滞后关系,使防寒布由偏斜恢复平整状态。
3)搭建试验装置于土槽试验台进行葡萄防寒布自动调偏性能试验,将防寒布平整状态的判定条件修改为激光开关传感器双触发或双未触发,实现了防寒布偏斜状态的100%正确判定,同时系统能够响应正确的纠偏动作。以影响控制系统调偏性能的激光开关传感器的安装距离为试验因素,以调偏次数和单次调偏时间为评价指标,在机具前进速度为1 km/h的条件下进行单因素试验,结果表明:当安装距离为20 mm时,系统调偏响应速度较快,调偏次数适当,调偏效果较好。固定安装距离为20 mm,分别在机具前进速度为0.8 km/h和1.16 km/h的条件下进行试验,结果表明优化结果在其他机具行进速度条件下系统仍具有较好的调偏性能。本研究提出的防寒布自动调偏方法具有较好的可行性,设计的控制系统调偏响应速度快,能够达到较好的调偏效果。